Frame-delen voor een klassieke racefiets

FIG.1 Elf buizen vormen het frame.

FIG.2 De soldeerdelen die het frame vorm geven.

FIG.3 Een gesmede vorkkroon van BSA: ruw en bewerkt.
Een klassiek frame is een verzameling onderdelen: elf stalen buizen (FIG.1), die verbonden worden met soldeerstukken, die men lugs noemt (FIG.2). Rond 1900 is de vorm van het fietsframe uitgekristalliseerd tot het diamant frame met hoeken van ongeveer 70 graden.
Tot 1900 was het gebruikelijke proces om de lugs te maken smeedwerk. Een wit-heet stuk staal werd door zware hamers (vaak met stoom aangedreven) in een mal tot de ruwe vorm bewerkt.
Dit ruwe onderdeel werd door machinale bewerking (draaien en frezen) tot gewenste afmetingen teruggebracht (FIG.3). Dit was een zeer dure en arbeidsintensieve manier van werken; na 1920 worden eigenlijk alleen nog patten en vorkkronen zo gemaakt. Inwendig solderen (lug in de buis), en uitwendig solderen (buis in de lug) werden beide toegepast. Het solderen gebeurde vaak in een vuurhaard (zoals in een smidse).
De firma Cresent gaat rond 1897 soldeerdelen maken door staalplaat te persen en lassen.


De Amerikaanse tak van Bridgestone publiceerde in 1994 een schema van deze 3 productieprocessen:
1.Persen en lassen
Een vorm (uitslag) van de lug wordt uit een stuk staalplaat geperst (STAP 1); men kiest hiervoor een redelijke staalkwaliteit, maar zeker geen hoge, want die laat zich niet vervormen en scheurt of frommelt.
In een aantal stappen ( 2, 3, 4 ) wordt de lug in de gewenste vorm geperst en de naad gelast (5). Daarna ging er even een ruimer door om de rondheid en passing te bevorderen, EN KLAAR!.


Door verbetering in de giettechnieken aan het begin van de twintigste eeuw, komt ook het zandvormgieten als productieproces voor lugs op gang.
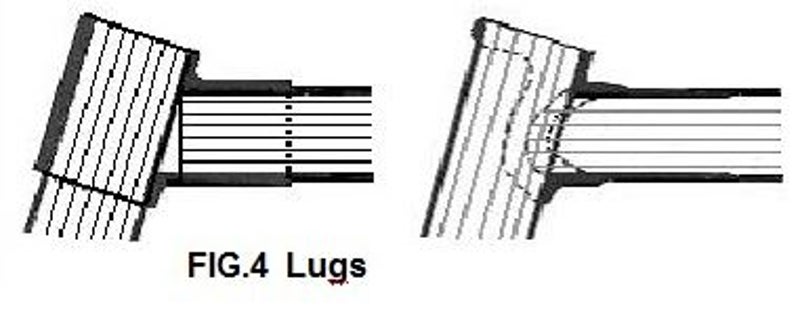
Beide productiemethoden blijven tientallen jaren naast elkaar bestaan. Voor gebruiksfietsen kiest men dan vaak zandgegoten soldeerdelen om de buizen met elkaar te verbinden; de buis kan dan recht afgezaagd worden (FIG.4 links). De bouw van het frame wordt makkelijker, maar het frame is erg zwaar. De passing van de zandgegoten delen was vaak matig, waardoor er veel tijd aan vijlen en schuren besteed moest worden.
2.Zandgieten
STAP 1 We maken een model van het product, leggen het in een mal en vullen de halve mal met een mengsel van gietzand (zand met bentoniet klei). STAP 2 We stampen het stevig aan en laten het uitharden. We hebben nu een halve afdruk van de buitenkant. STAP 3 /4 We zetten de lege bak B er omgekeerd bovenop; we vullen nu vanuit de bovenkant gietzand toe; we maken toekanaaltjes voor het gietstaal en afvoerkanaaltjes voor de lucht en laten het uitharden. toe op de andere kant van het product. Als de afgietsels van kant A en B droog zijn, zetten we de mallen op elkaar. STAP 5 /6 Er is nu een holle ruimte: de buitenkant van het product. Omdat het product hol is, moeten we een tweede model, een kern, van gietzand maken voor de binnenkant. We plaatsen die in de holle ruimte tussen mallen A en B; de wanddikte moet constant blijven. STAP 7 Nu komt het feitelijke gieten met vloeibaar staal. STAP 8 Na het gieten wordt het product en het zand uit de mal verwijderd. Het na-boren om de passing te verbeteren, het vlakken van de zijkanten en het draadsnijden, zijn de volgende bewerkingen. Dit is dus een arbeidsintensief proces.



FIG.10a EKLA jaren 50/60.


FIG.12 Zand gegoten lugs van EKLA
In de loop van de 19e en 20e eeuw verbetert het productieproces van stalen buis; hierdoor kan men lichtere frames bouwen. Maar de zandgegoten lugs blijken dan te stijf en de buizen krijgen last van scheuren bij de overgang van buis naar lug. In sportfietsen en racefietsen gebruikt men daarom vaak de dunwandige geperste lugs en een lichtere buis.
De vorkkroon en het bracket, worden tot begin jaren zeventig soms nog wel via zandvormgieten uitgevoerd. De Belgische firma EKLA (FIG.10a) heeft tot in de jaren 60 racekwaliteit zandgegoten lugs gemaakt; deze werden na het gietproces passend uitgefreesd of nageboord tot een acceptabele wanddikte.
Voorbeelden van de onbewerkte geperst/gelaste lugs (de zo genaamde blanks), zien we in FIG.7,. Dit is de geheel ruwe versie, zoals de lugs uit het productieproces kwamen. In FIG.8 , 9 zien we geprofileerde sets, zoals die in de framebouw gebruikt werden; we zien die zelfde sets ook terug in de catalogus uit 1950 van Emilio Bozzi. Deze fabrikant was eigenaar van de merken Wolsit, Frejus en Legnano. Voor de oorlog waren dit al bekende merken; Wolsit verdwijnt in de jaren 60, maar Frejus en Legnano zijn tot de jaren zeventig topframes.
Naast zijn fietsfabrieken had Bozzi een groothandel in fietsonderdelen; de lugs zijn waarschijnlijk gemaakt bij Agrati.
Vanaf de jaren vijftig hebben de geperste lugs de overhand, tot midden jaren zeventig; dan begint men met gietwerk volgens het verloren was model.
De pasvorm van geperste lugs was vaak niet geweldig. In 1973 gaat men bij ROTO gieten volgens het "verloren-was-model". Dit proces noemt men in het Engels "investmentcasting". In Italië, waar met name Cinelli die productiewijze heeft gepromoot, praat men over "microfusione". Soldeerdelen die via dit proces gemaakt worden. zijn prijzig, maar de pasvorm en afwerking zijn veel beter en dat spaart veel tijd bij het bouwen van het frame. Het gieten volgens het "verloren-was-model" heeft in de jaren tachtig nagenoeg de hele markt voor soldeerdelen van racefietsen overgenomen. De meeste fabrikanten, ook Cinelli en Colnago, besteden dit werk uit aan een gespecialiseerde firma als MFI (Micro-Fusione Italiana). Vanaf 1990 komen er hele fraaie investmentcasted lugs uit Taiwan; folders van bijvoorbeeld Longshen zijn pure hardcore voor de velofiel. Veel van deze lugs zijn in roestvast staal leverbaar; helaas wel duurder. Ook Rivendell, Henry James, Richard Sachs, en Pacenti maken nog van die fraaie lugs.
Nostalgie, want het TIG-lassen heeft rond 1995 het gesoldeerde frame naar een niche van de markt gedrongen.
3.Gieten volgens het verloren wasmodel (Italiaans Microfusione)
STAP 1 Van het product dat we ontworpen hebben, wordt een mal gemaakt; die mal vullen we een aantal maal met gesmolten was. STAP 2 Die was-modellen hangen we aan een trechterboom; STAP 3/4 deze laten we zakken in een keramische boter en bestrooien hem met zand terwijl de boter uithardt, waarna een harde korst om het wasmodel achter blijft. STAP 5 We draaien de boom om en zetten hem in een oven om de was eruit te laten lopen. STAP 6 De boom gaat terug in een oven en wordt tot witheet verwarmd. STAP 7 Dan wordt de boom eruit gehaald en de trechter gevuld met gesmolten staal. STAP 8 We laten het nu langzaam koelen en breken daarna de korst open, om de producten te controleren.

Een filmpje van het productieproces bij LongShen: https://www.rivbike.com/pages/how-lugs-are-made

De Columbus MK vorkkroon (FIG.15), heeft zelfs een binnen en buiten soldering. Er zijn natuurlijk duizenden fabrikanten van lugs, brackets, vorkkronen en soldeerdelen geweest. En ik kijk dan alleen nog maar naar de betere racefietsen. De informatie op deze site is dus zeer beperkt en altijd aan jaartallen gebonden. Veel fabrikanten zetten geen merktekens op hun product; de betere ontwerpen zijn bovendien vaak gekopieerd.
FRAMEBUIZEN
Uiteraard praten we hier over staal; wie niet weet wat dat is, moet op deze site maar eerst even de pagina "staal" lezen. De klassieke naoorlogse racers uit Europa die we in deze streken vinden, zijn onder te verdelen in Franse, Italiaanse en Engelse fietsen. De maatvoering van klassieke Italiaanse en Engelse framebuizen is nagenoeg gelijk. Het grootste verschil tussen de frames, is de toepassing van andere schroefdraden. De frames uit Nederland werden naar Engelse standaard gebouwd. Het verhaal van framebouw, gaat ook vaak over de afmetingen van buizen en schroefdraden.
In de jaren vijftig, zestig en zeventig bepaalden Reynolds en Columbus de maten van de buizen; de andere fabrikanten pasten zich aan. De Fransen hebben jarenlang aan hun eigen maatsysteem vastgehouden. De framebouwers in China werken voor de wereldmarkt; ook in Frankrijk zien we bij nieuwe fietsen, vrijwel alleen nog Engelse maten. Helaas heeft de verkeerde standaard gewonnen; in de Franse standaard waren alle maten metrisch. Engelsen en Amerikanen werken in afmetingen en maten met inches (1inch = 25,4mm). Een Engelse standaard schroefdraadmaat wordt dan aangegeven in TPI (turns pro inch). De maat 25 of 26 TPI is dus vergelijkbaar met onze 1mm spoed. We zien in de afmetingen van Italiaanse standaard schroefdraad vaak vreemde mixen van metrische en Engelse maten. In Nederland houden we ons voornamelijk aan de Engelse normen, die tegenwoordig door het ISO als standaard gelden; die noemen we dan voor het gemak Nederlandse norm NEN. Tijdens de opkomst van de All Terrain Bike, in de jaren tachtig, werd TIG-lassen de standaard bouwmethode en weldra zagen we deze frames ook op de weg verschijnen. De buizenfabrikanten pasten hun recepten aan, om de lasbaarheid te verbeteren. De afmetingen en de vorm zijn dan minder belangrijk, omdat de buis niet in soldeermoffen hoeft te passen. De lugsfabrikanten probeerden de schade te beperken door ook allerlei oversize maten te produceren, maar de stap naar TIG-gelaste frames was feitelijk al gezet.
In oude Engelse frames zien we nog wel eens D-vormige voorvorkpoten; tot in de jaren vijftig een standaard Reynolds product. In oude Italiaanse frames kunnen de maten van de vorkpoten voor en achter wat verschillen (20 of 21mm rond) van de huidige standaard 22,2mm. Na de oorlog waren de Italiaanse framebuizen meestal van de fabrikanten Dalmine, Falck of Libellula. Cinelli laat begin jaren vijftig buizen maken bij het productiebedrijf Columbus. Hij krijgt het recht om de buizen wereldwijd te verkopen en ontwikkelt deze buizensets tot een belangrijke speler op de racemarkt. Na 1975 worden er bijna geen Italiaanse racefietsen met Reynoldsbuizen meer gemaakt.
De lugs en soldeerdelen kwamen vaak van Italiaanse fabrikanten als Cinelli, Roto, en Silva. Franse fabrikanten van lugs, als Nervex en BCM (=Bocama), en buizen (als Vitus, zie FIG.18) produceerden voor de export ook Engelse afmetingen. Reynolds leverde op zijn beurt op grote schaal buizen met Franse standaardmaten, aan Franse fabrieken en framebouwers.

.
Hoe sterker de buis, hoe dunner de wanddikte, hoe lichter het frame; de buitenmaten blijven hetzelfde, wat makkelijk is voor de lugsfabrikant. De ene stalen buis is niet echt van de andere stalen buis te onderscheiden. In nieuwstaat zijn er wel kleine graveringen met Reynolds of het duifje (Columbus, zie FIG.20) te vinden; als het frame gespoten is, moeten we een sticker geloven; daar is ongetwijfeld wel eens (?) mee gefraudeerd. Hieronder zien we de gravering van een Reynolds 753 buis uit April 1976 ( FIG.19).
Door afwijkende schroefdraden van balhoofd en bracket, zijn de klassieke Franse frames moeilijker van passende onderdelen te voorzien. De Franse binnenbalhoofdbuis is 25mm, daarom zijn de Franse stuurpennen wat smaller (21,9 i.p.v. 22,2mm). Voor restauratieprojecten kijk bij Franse E-bay winkels.


In de jaren tachtig komen er allerlei afwijkende framesets op de markt; de buizen zijn dan niet meer rond, zoals bij voorbeeld de Columbus Aero (zie FIG.23) en Max buizen. Columbus leverde hier aparte lugssets voor. Er komen in die tijd ook nog veel soorten oversize stalen buizensets op de markt, om de stijfheid te verbeteren en te concurreren met carbon en aluminium.
Bij Columbus ( FIG.21 ) zijn de ontwikkelingen van de sticker te volgen via het duifje. In het begin is het duifje rood in een rood veld; de tekening is ver uitgewerkt met twee vleugels. Er zijn stickers met een wat lichtere achtergrond en soms is het duifje in het rode veld in die zelfde kleur. De tekst onder het duifje is dan "marca depositata". Het duifje wordt steeds verder gestileerd; circa1970 is het duifje wit en de tekst eronder vervangen door het teken ® (registered trademark). Vanaf ' 78 staat de dikke witte duif erop. Tot midden jaren tachtig waren het Chroom-Molybdeen stalen; daarna zien we ook toevoegingen van Niobium en Vanadium, maar deze buizen zijn meer bedoeld voor laswerk.



De stickers van Reynolds ( FIG.24 ) hebben ook allerlei veranderingen ondergaan. We zien hier stickers waarbij alle framebuizen van het mangaanstaal Reynolds 531 gemaakt zijn. De kleuren zijn groenig voor de cijfers 531 met geel/ gouden lettertjes op een zwart veld. Tot begin jaren ' 80 stonden de cijfers diagonaal; daarna staan ze horizontaal. Bij goedkopere framesets met slechts 3 buizen Reynolds, stonden de cijfers ook in de jaren ' 60 en ' 70 horizontaal. In 2008 (na 100 jaar!) zijn de laatste series Reynolds 531 gemaakt. Timeline via Hlloydcycles
Mangaanstalen zijn slecht lasbaar; ze werden om die reden uit productie genomen en vervangen door de Chroom-Molybdeenbuizen Reynolds 525 en Reynolds 725, die je goed kunt lassen en solderen.
De beste Japanse buizensets waren van Tange en zijn ook door Europese bouwers gebruikt, zoals Ernesto Colnago. Japanse buizen van Miyata zijn in Europese fabrieken niet gebruikt. Frames die hiermee gebouwd zijn, komen uit Japan; Ishiwata zien we over de hele wereld, soms uit Japan of Taiwan, maar ook wel bij Flandria of Jan Janssen (Jan kocht zijn frames bij diverse fabrikanten). De rijwielindustrie in het verre Oosten had daar natuurlijk een compleet aanbod van buizen en soldeerdelen, die soms verdacht veel lijken op bekende Europese ontwerpen.
De fabrikant Miyata maakte begin jaren zeventig supermarktfietsen voor de Amerikanen. Kowallik & Gaastra waren de eerste importeurs van Miyata fietsen in Europa (1974). De knowhow van Gaastra (Batavus) en het feit dat de fietsen naar zijn specificaties (Koga-Miyata) gebouwd werden, heeft de kwaliteit van deze fabrikant enorm omhoog gekrikt; ook Giant (een toeleverancier van Schwinn en Specialized in het begin van de jaren tachtig) is door hen op de Europese markt gezet.


BRACKETS
Brackets zijn er natuurlijk ook in de varianten Engels, Italiaans en Frans. De bracketbreedte is 68mm voor een Frans of Engels bracket, en 70mm voor een Italiaans bracket. De Franse en Italiaanse brackets hebben aan beide zijden rechtse schroefdraad: Italiaans 36mm x 24 TPI, Frans 35mm x 1. Heel af en toe zijn er frames met Franse maten waarbij de aandrijfzijde (rechts) met een linkse schroefdraad is uitgevoerd (men noemt dat dan ook wel Zwitsers). De pasmaat voor de framebuizen in franse brackets is 28mm; een standaard engelse 28,6mm buis, krijg je daar niet in.
De cup aan de aandrijfzijde moet vastgezet worden; het lager wordt aan de linkerzijde afgesteld. Engelse brackets hebben altijd een linkse draad aan de kant van het kettingblad; deze hebben mijn voorkeur boven brackets met alleen rechtse draad, omdat de kans op loslopen van de cups kleiner is. De Engelse standaard schroefdraad is 1.370" x 24 TPI. In de jaren vijftig en zestig zijn er bij Engelse fietsen wel uitzonderingen op de gangbare Engelse maat geweest. U kunt ze wel tegenkomen bij oudere Raleighs, Humbers etc.: een 71 of 76mm bracket met een met 26 i.p.v 24 TPI schroefdraad. De trapasonderdelen hiervoor zijn schaars.
Goedkope brackets worden gemaakt uit plaatstaal, dat vervormd wordt en aaneen gelast. De pasvorm is vaak niet geweldig. De goedkope brackets van FIG.25 hebben zo'n lasnaad; de brackethuls linksonder, is voorzien van een linkse en rechtse Engelse schroefdraad. Het putje naast het gat in de huls geeft de rechtse draad aan. Hiermee moet je bij lassen of solderen rekening houden! Ik had een M5 Blue Glide, waarbij de lasser niet goed had opgelet; dan sta je bij montage vreemd te kijken. Dat dit soort fouten door de kwaliteitscontrole heen komt, is wel erg bedenkelijk.




Het bracket uit FIG.30 heeft geen schroefdraad; het is bedoeld voor ingeperste trapaslagers, de diameter is 38mm en breedte 79mm; de liggende achtervorken moeten een ovale vorm hebben. In de fotoserie ziet u hoe zo'n naadloos bracket bij Raleigh geperst en gevormd werd. Door een kegel van binnen naar buiten te trekken (trompen) vormen zich aansluitingen voor de buizen.
De productiestappen 1 t/m 3: een plaatje wordt in twee stappen tot een huls geperst. Bij foto 4 is de dichte kant eraf gezaagd en worden er 4 deuken uit de vorm naar buiten gedrukt; bij foto 5 zijn de deuken open gezaagd en worden ze van binnenuit naar buiten getrokken. Ook de RGF en de BoCaMa uit FIG.29 zijn zo gemaakt. In "The modern bicycle and its accessoires" uit 1898, vinden we op pagina 48 al een beschrijving van dit proces bij Cresent.
Vanaf 1978 horen Columbus en Cinelli tot hetzelfde concern; er komt een nieuw logo met een gevleugelde C. Men maakte in die tijd 2 types brackets SCM en CCM; het verschil zit in de aansluiting van de achtervork ( zie FIG.31 ). De mode voor de geleiding van de derailleurkabels verandert eind jaren zeventig; in plaats van bovenlangs met nokken, gaan we onderdoor. De CCM heeft een gaatje voor montage van een plastic geleider. Even soldeert men ook nog wel losse soldeernokjes onder het bracket; daarna worden die in het gietwerk meegenomen ( zie FIG.32 ). Takahashi (links) en de Cinelli rechts, zijn fraaie staaltjes giettechniek. Het Cinelli "spoilerbracket" was duur, zwaar en niet echt praktisch; de schurende kabeltjes beschadigden de lak toch. De plastic geleiders zijn daarom populair gebleven en hebben deze dure brackets feitelijk weer vervangen. In FIG.33 zien we dat de brackets een aangegoten zijdelingse verstijving hebben tussen de achtervork. Het mannetje achter het bracket kan nu vervallen.
Bij Gazelle werden de framenummers van de Champion Mondial fietsen ruim voor het solderen in het bracket geslagen. Soms bleven deze brackets wat langer liggen en loopt de rest van de onderdelen uit de pas, met de aan het nummer gekoppelde productie datum. Het bracket uit FIG.28 is nooit uitgegroeid tot een frame; vermoedelijk omdat er gewoon een cijfer te weinig in geslagen is!

VORKKRONEN

In de baanvoorvork van FIG.34 (ronde vorkpoten), zit een vlakke vorkkroon (Cinelli flatcrown Pista 24). De vork is aan de binnen-kant versterkt met losse ribben. Sommige vorkkronen zijn standaard uitgerust met een uitsparing voor zo'n versterking. Bij de rechtse vorkkroon van FIG.36 is het plakrandje niet meer dan 2mm; links schuift de ribbe er 14mm in. Dit levert een geleidelijke verstijving van de vork op richting vorkkroon. Hier zijn de ribben voorzien van gaatjes (verfraaiing, verlichting?).
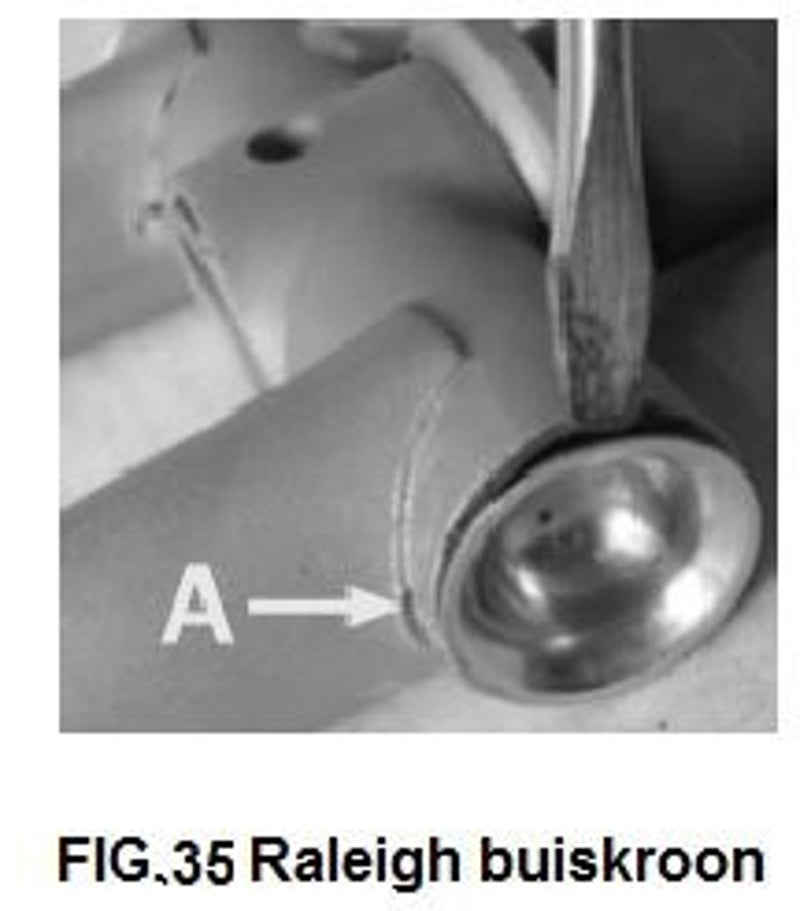
In FIG.35 zien we een vorkkroon type dat in Engelse fietsen nogal eens werd toegepast. De voorvorkpoten zijn met interne soldering (zie A) aan een ronde kroon gesoldeerd.
Een vorkkroon voor franse buis heeft een 25mm passing voor de binnenbalhoofdsbuis; soldeer geen 25mm buis in een gewone vorkkroon, want die heeft teveel speling en dit is een zwaar belast punt. Bij oudere Raleighs, en tandems met 1 1/8" binnen-balhoofdbuis, vinden we wel eens een schroefdraad op die balhoofdbuis met 26 i.p.v 24 TPI.



In FIG.38/39, staan twee foto's van een ander klassiek ontwerp: de vlakke kroon met dubbele plaat. Dit zijn drie machinaal vervaardigde losse onderdelen, die samen de kroon vormen. De bouwer moet hier opletten, omdat de vorkpoten goed uitgelijnd moeten blijven.
De grondvorm van een vorkkroon (zie FIG.40 ) wordt vaak aangeduid met "vlak" (onderaan) , "semi-sloping" (midden) en "sloping" (boven).


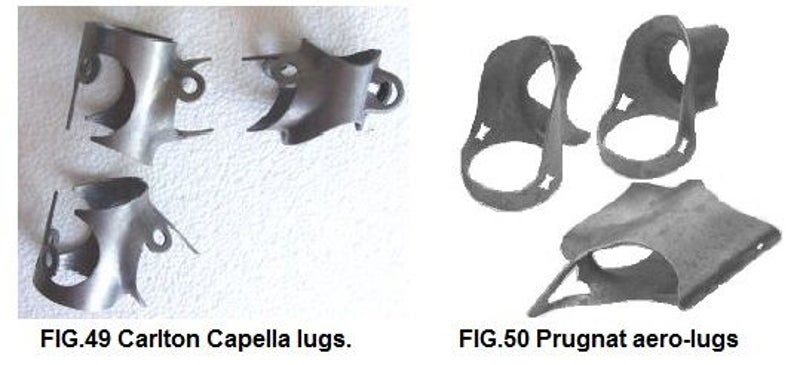
In de baanvoorvork van FIG.34 zitten 24mm Columbus vorkpoten; in FIG.41 zien we diverse vorkkronen van baanfietsen voor ronde buis van 22mm. De bovenste is een Cinelli Pista, de tweede een Bocama, de derde een Prugnat, de vierde is van Georg Fischer en de onderste van Davis Components. In FIG.42 nog wat oude glorie: van boven naar onder, Roto, Haden, Vagner, Nervex. In de jaren zeventig raakte het in de mode om de vorkkroon aan de binnenkant van de poten te solderen; dit leverde voorvorken op, die visueel uit een stuk bestonden (FIG.43). Vooral Cinelli heeft er veel gemaakt. We zullen de ontwikkelingen bij de vorkkronen van Cinelli in de jaren 50/ 90 eens nader bekijken.

Na de oorlog stopt Cino Cinelli met zijn wielercarrière en gaat hij fietsonderdelen en fietsen ontwerpen. In de jaren vijftig en daarvoor, domineerden de vlakke vorkkronen; hij komt bij zijn topmodel Super Corsa met een integrale vorkkroon, met soldering aan de binnenzijde. Dit was een zware bonk ijzer, waar de framebouwer gewoonlijk flink wat afvijlde, zie fIG.43 onderaan. Cinelli ontwierp allerlei nieuwe soldeerdelen; veel gietwerk werd uitbesteed, onder anderen aan Georg Fischer. Columbus brengt een bredere maat vorkpoten op de markt met afmeting 27,5x20mm. Deze vorken zijn zijdelings stijver en volgens de coureurs sturen ze beter bij snel bochtenwerk. In de jaren zeventig ziet Reynolds zich gedwongen om deze maat ook in productie te nemen (Continental New Oval). Cinelli heeft de semi-sloping kroon MR aangepast; de MC wordt wat breder en de ribben (12 gr) vervallen.
Eind jaren zeventig komt het bedrijf binnen het concern Columbus en brengt Cinelli een nieuwe lijn full-sloping kronen uit. De SC is lichter, beter afgewerkt en vervangt de oude integrale kroon (FIG.43 tweede van onder); dit bespaart de framebouwer veel werk. Begin jaren '80 breekt de aero-mode door, waarvan Cinelli een van de gangmakers is. De nieuwe vorkkronen als de SCA (FIG.43 derde van onder) zijn lichter en aerodynamischer dan hun voorgangers; de kroon op het werk van Cinelli. De bovenste Everest kroon van FIG.43 is een schaamteloze kopie van de SCA. Aan de voor- en achterkant van het deel dat in de vorkpoten verdwijnt, zit een groef. Hierin stopt de framebouwer een stukje soldeer; bij verhitting vloeit het soldeer dan van binnenuit. Gewoonlijk staat de vork dan "op de kop".
DE DRIE FRAME LUGS


In oude racers zijn veel lugs erg ingewikkeld; zeker in oude Engelse racefietsen gold, dat de bewerkte lugs het vakmanschap van de bouwer symboliseerden. Ze maakten gebruik van ruwe lugs en bewerkten deze tot fraaie motieven; het maken van deze uitbundig versierde lugs , was vaak helemaal handwerk! Het was mode en had niets met constructie te maken.
Er waren ook producenten van ingewikkelde lugs zoals Franse firma's Oscar Egg en Nervex. Die firma's gingen in de jaren zestig failliet, maar Peugeot had voldoende voorraad om tot ver in de jaren zeventig met Nervex lugs te bouwen. Met name bij het balhoofd, waar het merkplaatje te vinden is, was veel keuze uit motiefjes.
Al deze motiefjes hadden een nummer en konden naar keuze geleverd worden. Soms werd een design aangepast en kreeg het nummer een extra code: bis, of opnieuw aangepast, code: ter. De middelste lug uit FIG.46, heeft de code 86 bis; later is deze vervangen door de 86 ter met twee extra venstertjes. Ook het motief van de onderbuiskant had een code; in dit geval 158. Ik ben dus de trotse bezitter van een Nervex 86 bis/ 158; helaas heb ik er geen set van.
In FIG.46 zien we links de ruwe lug ( blank), zoals deze uit het productieproces komt; de fabriek en de framebouwer kunnen naar eigen fantasie daar verder lugs uit snijden; geheel rechts een zeer minimalistisch type (Prugnat S). De lugs uit FIG.45 waren dus al flink bewerkt voor ze naar de framebouwer gingen. U kunt ze aantreffen in de Gazelle Champion Mondial frames. Plaatstalen framelugs hebben meestal uitgespaarde motiefjes in het midden. In FIG.53 zien we in het midden de klassieke Nervex Professionel lug uit de eerste jaren; vanaf eind 1955 vervallen de twee kleine hoorntjes voor; links kunnen we zien dat er een vissenstaart voor in de plaats komt. De lug rechts met het zelfde patroon, is een kwalitatief mindere lug van de firma Bozzi, die kochten ze vaak weer in bij Agrati (na 1961 Agrati-Garelli).
In de jaren zeventig verschijnen ook gegoten lugs op de markt volgens het verloren-was-model. Bij deze lugs is de overlapping (soldeernaad), meestal erg smal (zie de Otsuya lug links in FIG.51b) en de overgangen zijn veel scherper. Met plaatstalen lugs kan men de hoeken 3 tot 4 graden variëren: voor gegoten lugs is dit slechts een graad. Het vakmanschap van de framebouwer zit voor een groot deel in het bewerken van de lugs! Het is verrassend hoe slecht de pasvorm van veel lugs is; dit geldt ook in de hogere prijsklasse.



PATTEN of PADDEN
Het is mij eigenlijk niet duidelijk, hoe je dit woord nu in officieel Nederlands moet schrijven. Je ziet beide spellingen en helaas heb ik mij daar ook wel eens schuldig aan gemaakt. Het Franse woord "pattes" betekent iets als voetjes en is in de Franse fietstechniek ook het woord voor deze vorkuiteinden. In Angelsaksische landen praat men over drop-outs of forkends. Ik denk dus dat het woord uit het Frans komt, en houd het op patten. Bij goedkope fietsen zijn de patten niet meer dan een gestanst plaatje staal van een millimeter of drie dik. De betere patten zijn van smeed- en/of gietwerk en vlak gefreesd.
In FIG.54 zien we vijf klassieke Campagnolo patten; patten zijn er in allerlei maten en vormen. Aan de rechterkant zien we drie uitvoeringen van de standaard stalen racer. Kort, middel en lang; hoe ouder de fiets, hoe langer de pat. Op de foto ontbreekt het stelschroefje om het
wiel te centreren. Bij de rechte uitvalpatten (linksmidden) is afstellen helemaal niet mogelijk en moet je zeer zorgvuldig solderen; anders kun je de wielen nooit goed uitlijnen. De baanpat linksonder is een simpel lomp stuk staal. Hiervan zaagt, slijpt, vijlt en schuurt de framebouwer soms de helft weg. Het romantisch magische van framebouw verdwijnt al snel, als je er zelf aan begint; het lijkt te veel op hard werken. De schroefdraad van het derailleuroog is bij Campa 10mm x 26 TPI; dat is een van die typische mixen tussen Engelse en Europese maten. Overigens is die draad nagenoeg gelijk aan de andere standaard: M10x1. Het stelschroefje voor het achterwiel is M3x0,5. Het oogje voor de drager heeft als draad M5x0,8. FIG.55 Een rechter pat van Altenburger; deze had een derailleur die sterk leek op de Nivex van voor de oorlog. Ook Suntour heeft het rond 1990 nog eens zo geprobeerd.
{kind=link}
{kind=link}
In FIG.56 zien we twee klassieke Franse pattensets. Deze sets hebben allebei oogjes voor dragers of spatborden; wil je dat niet, dan zaag of slijp je ze eraf. De achterderailleurpat van Huret (links) heeft zelfs een aangegoten nok als kabelstopper. De leuk vormgegeven Vitus (rechts) achterpatten springen naar binnen. Hierdoor staat de achtervork wat wijder en gaat het wieltje wisselen makkelijker. De schroefdraad van het derailleuroog is M10x1; het stelschroefje bij Vitus is M3x0,5 bij Huret wijkt dit af (geen draad, het gat is ruim 3mm). Ook de dragerogen hebben geen draad, maar die kun je natuurlijk wel zelf tappen.
KLEIN GRUT
In FIG.57-1 zien we soldeerdelen voor cantileverremmen; bij 2 zien we, boven en onder, drie losse zadelpenklemmen. De onderdelen 3 en 4 zijn remmannetjes; bij 4 zien we twee fraaie gegoten Cinelli producten. Daarboven twee simpele buisjes; de gebogen vorm zien we nogal eens in baanfietsen. Ook de simpele buisjes kunnen we met soldeerstukjes als bij 5, opwaarderen. De mannetjes bij het bracket zijn er in dik 6, smal 7 en vlindervorm 8 (Gazelle).
In FIG.58, zien we bij 1 drie soorten versterkingsribben voor de voorvork; twee voorderailleurnokken bij 2 ; bij 3 zien we boven elkaar kabelgeleiders voor op het bracket (groot) of onder het bracket (klein). Deze laatste worden gelukkig niet meer gebruikt; de plastic geleiders die nu gangbaar zijn, zijn veel minder slijtage- en roestgevoelig. Bij 4 zien we enkele kabelstoppertjes, bij 5 van links naar rechts: een pompnok, een nokje voor het wedstrijdnummer (M5x0,8) en een nokje om de ketting op te hangen als je het wiel wisselt. Bij 58-6 ouderwetse commandeurnokken, kabelgeleiders 7, versterkingsribben voor de mannetjes bij 8 (liggende achtervork groot, staande klein), en bij 9 voor de bidonnok. Als de buis voorzien is van gaatjes, solderen we de versterking en het busje met de draad (M5x0,8) gelijk op het frame. Om de staande achtervork aan het frame te solderen, gebruikt men wel stalen pennen, zoals bij 10 en 11 (wel zwaar). De constructie met losse plaatjes (12) is veel lichter, maar meer werk.



FIG.60 Een doe-het-zelf pakket met Reynolds 753 buis.

FIG.61 Een complete set voor een stijlvol frame.
EPILOOG
Er zal voorlopig nog wel een markt(je) blijven voor klassieke racers; vooral in Engeland en in de V.S. zijn nog veel kleine fabrikanten actief. Rivendell, Richard Sachs, Henry James en Pacenti maken nog steeds fraaie lugs in de USA. Echte handgesneden lugs vinden we nog wel bij sommige Engelse bouwers als Kevin Sayles, of Amerikaanse bouwers als Peter Weigle. Er zitten veel werkuren per lug in zo'n frame; dat komt natuurlijk ook in de prijs tot uitdrukking. Voor wie daarvoor wil betalen, is er nooit een probleem; wie eerst naar de prijs vraagt, heeft het niet goed begrepen. Ook in Nederland worden er nog wel klassieke frames gebouwd, maar op gebied van lugs en bewerkte soldeerdelen zijn we hier nooit erg actief geweest. Het maakt een frame niet beter, wel mooier, maar vooral ook duurder ( on-Nederlands dus ). De Engelse firma Hetchins ging zelfs zover, dat men soms onder de lug nog een bewerkte metalen strip soldeerde. Als deze strip langer is dan het butted deel van de buis, is dit zelfs een verzwakking van de constructie. Aan het eindpunt treden namelijk extra spanningen op; stressraisers heet dat in het vakjargon. Ik houd wel van versierde lugs, maar niet zo overdreven als jaren 50 Hetchins.
NOG VEEL MEER OP HET INTERNET
Richard geeft het antwoord op een vraag: http://www.richardsachs.com/site/how-frames-are-made/
Lugs op Flickr: http://www.flickr.com/groups/1330795@N21/pool/page10/
Soldeerdelen o.a. van Pacenti via: www.bikelugs.com ; kijk ook eens hier, een "Muffe" is hier geen mof maar een lug: http://www.vogel-rahmenbau.de/
Mooie lugs, brackets etc. Tange/ longsheng; maar er zijn geldzorgen https://tange-design.com/longsheng.php
Nog meer uit Taiwan, Allotec: http://www.allotec.com.tw/index.html
Internetwinkel (USA) voor framebouw met gereedschap, buizen en lugs: http://www.novacycles.com/catalog/
Rivendell maakt lugs bij Long Shen: https://www.rivbike.com/pages/how-lugs-are-made
Nog zo'n winkel met leuke dingen: http://www.bicycleclassics.com/
Een Duitse winkel met lugs en buizen: http://www.reset-racing.de/
Italiaanse winkels met lugs en buizen: Cicli Corsa | The Italian Online Cycling Shop | Bike Components and Parts en https://www.thecnoline.it/store/index.php
Veel soldeerdelen en oude onderdelen: http://www.velobase.com/ListFrameParts.aspx?Offset=0
Een hele grote klassieker verzameling: http://www.classicrendezvous.com/main.htm
INFO REYNOLDS STICKERS : http://www.classicrendezvous.com/British_isles/Reynolds_gallery.htm
Een Columbus timeline uit Korea: https://m.blog.naver.com/aruwimi/222615075419