Steel in bikeframes
The best known metal alloy is steel: an alloy of iron and carbon. In addition to carbon, various other elements are can be present; some as an impurity (sulfur, phosphorus), others as an alloying element e.g. manganese, chromium, molybdenum, nickel, and vanadium. The percentages differ considerably; some elements in tenths, others in tens of percent. Most frames are built with low-alloy or non-alloy steels. The latter is therefore actually incorrect; they mean that it contains more than 98% iron. If more than 10% alloy elements are added, we are talking about high alloy steel. For example, some American builders used AerMet 100, a steel alloy containing 13% cobalt, 11% nickel, 3% chromium, 1.2% molybdenum and 0.23 percent carbon.

We clamp a bar of common construction steel with a length of 100 mm and an area of 10 mm² in a tensile testing machine. We increase the pulling force per 50 N / mm². We measure it after each increase. We plot the results in a graph (see FIG. 3). The first three times the rod will yield in the testing machine, but when we take it out, it turns out not to be longer. We call this elastic yield. At 200 kg the rod has become 0.2 mm longer (this is 0.2%). We call this permanent stretch; we speak of the yield strength or R0.2. A different phenomenon occurs at 250 kg. The rod stretches while the force on it does not increase; we call this the yield point. In fact, the carbon atoms that had accumulated in the dislocations are pushed out. At 300 kg the rod is 105mm long; if we now pull further, the rod will begin to constrict and break at 370 kg. If we give this bar to a colleague, as a new measuring sample, he will establish that the yield strength of this type of steel is higher than that of construction steel; furthermore, the steel has no yield point, the elongation to break is low, and the tensile strength is higher. This is called work hardening; it is achieved by pulling and stretching the tube over mandrels. When we bend a metal pipe, strain will occur in the “outside bend” and pressure in the “inside bend”. Due to the stretch, work hardening will occur; the crystal structure of the outer bend therefore becomes harder and more brittle. This is the explanation for the breaking of metal wire by bending back and forth. When we heat work-hardened metal, the intersitial molecules will go back to the dislocations by diffusion. If there is enough time, this will also happen at room temperature (“ageing”). A bicycle frame must be strong enough so it does not permanently deform under maximum load. This is determined by the yield point.
So by alloying, one can improve the material properties of metals; other methods for this are work hardening (mechanical processing, including the “drawing” of pipe), and heat treatment. Often one will choose a combination of these three methods. The crystal structures of alloys are very important for their properties. If we have an alloy of the metals A and B, there are 3 possibilities:
1. Metal A and B dissolve into each other. 2. Metal A and B do not dissolve into each other. 3. Metal A and B partially dissolve into each other.

FIG.2 Cristals and matrix.
In many advertisements the manufacturers boast about the maximum tensile strength of their steels. Usually an insignificant value: as soon as we go over the yield strength, the frame is already permanently deformed! A high yield strength and a high elongation before breakage are ideal. Unfortunately, this is a combination of conflicting traits. Some alloys (including Reynolds 753) and some fibers (including carbon fiber) have no yield strength. If we exceed the maximum load, the frame will break.
There are different types of microstructures in solids. Glass is amorphous, i.e. the molecules do not have regular positions with respect to each other. Most substances, including metals, are crystalline, i.e. the atoms are arranged in fixed patterns. This can be done according to three structures: 1. CSC (cubic surfaces centered, including copper, α-iron); 2. CCS (cubic centered in space including γ-iron, molybdenum); 3. HCS (hexagonal closest stack, including beryllium, magnesium).
The CSC and HCS structure are maximally dense stacks: the filling level is 74%; the CCS structure has a filling level of 68%. So there are always holes in every molecular structure, the so-called intersitial spaces; these may contain other atoms. In the CCS structure, these spaces are larger than in the CSC structure, but the shape is less favorable. A carbon atom fits poorly in the γ iron crystal, but fits well in the α ‑ iron crystal. In a stack of atoms, there may be an empty space (a vacancy) or a foreign atom (a substitution). In general these faults are called dislocations. As the temperature rises, the number of vacancies increases due to the movements of atoms. Substutional and intersitial atoms can move through vacancies (diffusion). Self-displacing dislocations will develop in metals under load; they deform the grid so much that they hinder their own movement. More and more energy must be supplied for further deformation; that is why the fracture energy of metals is so high.
The deformation of the grid explains the reinforcement that occurs: hardness and tensile strength increase, elongation decreases. All foreign atoms affect the dislocation movements. Alloying increases the yield strength and tensile strength, especially if those atoms occur in groups. This is achieved by heat treatment (the diffusion is faster that way)!
High quality tubes for bicycle frames have a much higher yield strength and tensile strength than construction steel. In general, they hardly have a yield point and the yield strength (R0.2) is close to the maximum tensile strength (Rm). Construction steel tubes are made from a welded strip and thus have a welded seam. Seamless tubes are more expensive, but have a more homogeneous structure. Allmost top tubes are seamless. Usually they are "butted": the ends are thickened and sometimes a reinforcement profile is added (rifling).
If both sides are reinforced, it is called “double butted” and if one thickening is extra thick it is “triple butted”. The seat tube is usually single butted. The main reason for butting tubes is the expected negative effect of soldering or welding. A tube that is glued can have a uniform thickness (plain). The stiffness of a frame is determined by the thin center part of the tube! Reynolds 853 wall thickness is 0.45mm at the center and 0.65mm butt; the wall thickness of Reynolds 725 is usually 0.5mm at the center and 0.7mm butt. Reynolds' current order lists offer more choice in wall thicknesses for the same type of tubes. At Columbus, the choice of a classic steel fork is virtually impossible (only old stock).

FIG.3 Columbus study on 25CrMo4 and CrMo Cyclex steels.
Low-alloy steels contain carbon C, chromium Cr, manganese Mn and molybdenum Mo as the main alloying elements. A high carbon content (> 0.2%) produces a stronger tube, but the tube becomes sensitive to rapid cooling after welding or brazing: brittle spots can occur at the junction next to the heated spot!
Never weld ordinary steel to stainless steel, because the carbon from the ordinary steel will form brittle chrome carbides with the chrome from the stainless steel; that weld seam is guaranteed to crack. Soldering with silver solder is possible. When designating low-alloy steels, a formula is often given, e.g. 34 Cr Mo 4 (Oria). The number 34 gives the carbon content in hundredths of a percentage, 0.34 (high!). Chrome is the next alloying element; then molybdenum. The 4 refers to the Cr content (4/4 = 1%). The molybdenum content is not specified. A widespread alloy for frames is 25CrMo4 (= AISI 4130) suitable for welding and brazing.
In steel, above 723°C there is a transition in the crystal structure from the α-phase "ferrite" to the γ-phase "martensite". If we cool steel quickly, a hard, brittle martensitic structure can form. The frame builder mainly wants a tough tube; it is therefore important to let the cooling proceed as slowly as possible. The more carbon there is in steel, the more sensitive it becomes to (too) rapid cooling. In order not to change the crystal structure, one can choose a silver solder with a low melting point, or a connection method without heat input such as gluing. Low-alloy steels contain carbon C, chromium Cr, manganese Mn, and molybdenum Mo as the main alloying elements. A high carbon content (>0.2%) produces a stronger tube, but the tube becomes sensitive to rapid cooling after welding or soldering: brittle spots can form at the junction next to the heated spot! When indicating low-alloy steels, a formula is often given, e.g. 34 Cr Mo 4 (Oria). The number 34 indicates the carbon content in hundredths of a percent, 0.34 (high!). Chromium is the next alloying element; then molybdenum. The 4 refers to the Cr content (4/4=1%). The molybdenum content is not specified. An alloy that is commonly used is 25CrMo4, (= AISI 4130). Almost all manufacturers have variants in their range; it's suitable for welding and brazing.
The English firm Accles & Pollock made tubes like that in the '50s , but were pushed out of the market by Reynolds.
In Japan steel is still being used in keirin bikes, with a few master craftsmen (like Nagasawa) building custom steel track frames for professional keirin racers.
FIG.3 shows a study by the steel manufacturer Columbus. Shown is a TIG welded connection between two steel plates; one is between two 25 CrMo4 plates and one is between 2 CrMo Cyclex plates, a type of steel from Columbus itself. The dotted line "inductor center" is the actual weld seam. The bottom line of the graph shows the distance to the weld seam in mm. On the right we see the tensile strength in N/mm² and on the left the hardness measurement in HV5 (Vickers). The harder the steel, the higher the tensile strength. At 25mm from the weld the steel structure has not changed. The initial tensile strength (green line) of Cyclex is 1100 N/mm² and the tensile strength of 25CrMo4 is 930 N/mm² (blue line). The hardness of Cyclex is 312 HV5 and that of 25CrMo4 is 265 HV5. Due to heat input and cooling, the microstructures in the steel recrystallize. We see the effect on the pictures in FIG.3 of the etched 25CrMo4 steel, on the left before welding, on the right near the weld seam after welding. The middle picture is the steel at 16mm from the weld; the hardness has dropped to 200HVs and the tensile strength to 700 N/mm². The effect of the cold hardening has been lost, chemically nothing has changed. Between 16 and 10mm from the weld, there is a dramatic transition to very fine (rapidly cooled) crystals containing a lot of hard martensite. The hardness shoots up to 350 HVs and the tensile strength to 1290 N/mm². This big jump in properties often leads to a fracture next to the weld, especially with varying loads! The Cyclex steel produces a much smaller disturbance in hardness and tensile strength.
High-alloy steels (TABLE1)are very sensitive to carbon. When heated above 450 ° C, chromium carbides separate along the crystal boundaries, which can lead to brittle fractures under varying loads. For welding or brazing, the carbon content should not exceed 0.05%; we can increase this slightly by adding strong carbide formers such as titanium or niobium. In DIN and Euro standards, high-alloy steel is indicated by the capital letter X , followed by the carbon content in hundredths of a percentage, then the main alloying element (usually Cr) and the other alloying elements. Following are numbers that indicate the percentage of the alloying elements. We divide stainless steel into 3 groups:
1.: Martensitic steels, example: X 40 Cr13 0.40% C 13% Cr 2.: Ferritic steels, example: X 8 Cr13, 0.08% C, 13% Cr (Columbus Metax) 3.: Austenitic steels, example: X 5 CrNiMo 18 10 0.05% C 18% Cr 10% Ni (Poppe & Pothoff) The molybdenum content in this alloy is not specified (<1%!).
Most martensitic steels are hard and brittle. The carbon content largely determines whether a steel is martensitic or ferritic. Low carbon ferritic and austenitic steels are strong and tough, but the yield strength is too low (<250 N / mm²). In TABLE 1 we see weldable stainless steel grades with the Euro / DIN standard in addition to the corresponding American AISI standard.
The yield strength and tensile strength can be considerably increased by work hardning ( deformation= strengthening). This is necessary to obtain a usable frame material, to compete with other steels in weight. The alloy X 5 CrNi 18.10 increases in yield strength from 220 N / mm² to 900 and in tensile strength from 550 to 1000 N / mm². The elongation before breaking has decreased from 58 to 9%! That's how they did it at Poppe & Pothoff; only the main tubes were tuned to the maximum. The fork parts were slightly weaker, but tougher and still bendable.
The Italian firm Techno sells austenitic framesets https://www.thecnoline.it/store/index.php (and cheaper Cr-Mo sets). There is a new generation of steel grades for TIG welding, including Reynolds 853 and Dedaccai 18MCDV6HT. These heat-treated tubes harden after the welding process, so the joint becomes the strongest spot in the construction. There are still new types of steel on the market, so there is still development!

FIG.4a Reynolds leaflet 2017
All Reynolds are made stronger by work hardening (draw-pass method). If one wants an even stronger tube, a heat treatment can follow: Reynolds 725 is "heat-treated" Reynolds 525; Reynolds 853 is "heat-treated" Reynolds 631. The heat-treated tube is about 50% stronger.
Columbus also has a stainless steel type on offer, type XCr. Reynolds 931 is comparable to XCr in terms of steel (strength 1200 N / mm²); both are therefore designed with a slightly greater wall thickness than Reynolds 953, so with extra stiffness. The prices of these frames are easily above 3000 euros.
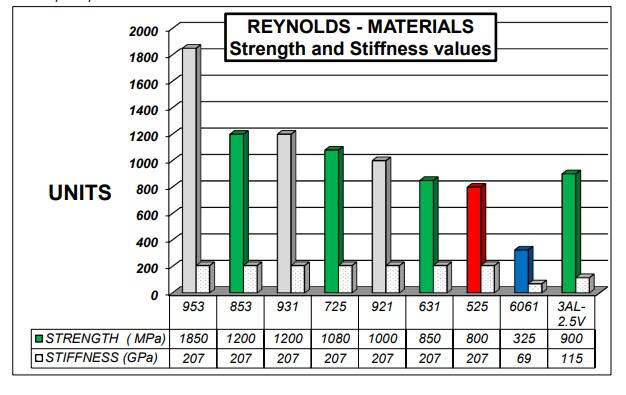
FIG.4b Reynolds steel compared with their aluminium 6061 en titanium 3Al-2.5V

Reynolds 953 is no longer sold, it was a "mar-aging" steel (matensitic), which is tough enough to build bike frames. Cooling after heat treatment (precipitation) creates the high strength: up to 1750 N / mm². The wall thickness in the middle of the tube is 0.3mm.
The American manufacturer KVA, has started offering "mar-aging" tubes; they also supply fork parts, other manufacturers do not. A special feature is, that these tubes are not always seamless. The chemical composition of this AISI 630 (17-4 Precipitation Hardning) is: C 0.07% Cr 17% Ni 4% Cu 4% Nb 0.4%.
Of course there are some variations per manufacturer; this steel is still magnetic due to the low nickel content; see the specification of Reynolds 953 in FIG.4.
In the bicycle industry, tube shapes were already being adapted and optimized at the end of the 19th century. One of the first manufacturers to modify their tubes was Reynolds. By making the ends of the tube thicker (butted), any deterioration in strength at the soldering point could be absorbed (see FIG.5).
The front fork parts were tapered towards the ends . Starting with a standard pipe the problem arises that the wall thickness will increase toward the end (see cross-section on the right in FIG.6).
By deforming a Reynolds 531 tube that is slightly conical on the inside, the end result of the tapering is an almost uniform wall thickness over the entire length (see FIG.6 left).
The ends of the stays and fork blades can be finished in different ways at the factory (see FIG.8).

FIG. 5 Reynolds butted tubing since 1897

FIG. 6 Reynolds tapering of fork blades.

FIG.7 Reynolds tapered rear stays in several designs.
The "butt", the reinforced end of the tube, was provided with extra curved ridges at Columbus from the late 1970s (see FIG.9). I think it was more marketing than extra stiffness, but other manufacturers started doing this too. The Tange inner head tube will also be ribbed in 2023 (see FIG.10).
Around 1980 designers started to focus more on aerodynamics than on lightweight . Reynolds made the Speedstream tube, a round tube pressed into an oval shape in the middle, so lugs could be used.
The frame tubes could also be supplied in curved shapes, see FIG.11. Bending had to take place before heat treatment.
Columbus made a more teardrop shape tube: the Columbus Aero. This required special lugs and bottom brackets. The lack of stiffness near the bracket resulted in a Multi Shape redesign, see FIG.13.
The cross sections of the tubes can be seen in FIG.14 near the headtube (H.T.) vertical, near the bottom bracket (B.B.) horizontal for extra sideway stiffness (see FIG.14).

FIG. 9 Columbus reinforced their butts with spiral ribs.

FIG. 12 A display of Multi Shape tubing by Columbus.

FIG.13 Columbus conical headtube for modern headsets.

FIG. 8 Reynolds fork and stay ends.

FIG. 10 A "me too" steering tube by Tange.

FIG. 11 Mid eighties time trial tubes were often bended (before heat treatment).
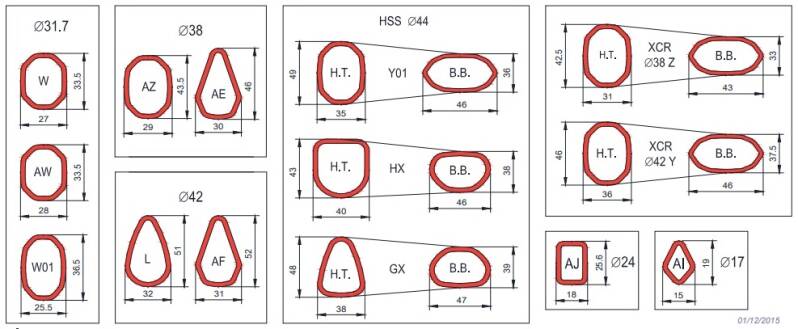
FIG. 14 Cross section of tubes that can be ordered at Columbus; near the headtube vertical, near the bracket horizontal.
MORE PICTURES: SEE HERE...
Books and information on Internet
Dutch framebuilders in steel: blacksmith-bikes ; Braun ; Duell ; M-gineering
Steel norms and codes ; your guide is: http://steel.keytometals.com/
Ishiwata made CroMo tubing for bikes now called Kaisei tubing; distributed by Herse: Framebuilding – Rene Herse Cycles
Columbus steel : http://www.columbustubi.com/
Another Italian steel tube: http://www.dedacciai.com/ and even stainless steel https://www.thecnoline.it/store/index.php
The classic frametubes: Reynolds: http://www.reynoldstechnology.biz/ more info: https://kuromori.home.blog/reynolds-531/
About 853 tubing : https://www.youtube.com/watch?v=w9gq6dgM4gw&t=29s
About 921 and 953 tubing: https://www.youtube.com/watch?v=dOtDoefX5LY&t=4s
About 631 and 531 tubing: https://www.youtube.com/watch?v=RmGmdaTnjP0&t=2s
About 525 and 725 tubing: https://www.youtube.com/watch?v=uyrmstr7ggU&t=31s
On this English site you can buy complete sets of tubes, lugs and brazing wire: http://www.ceeway.com/index.htm